 English
English


─ŻŪąąąśIųąī”ė┌─ŻŪąĄČĄ─ę¬Ū¾
─ŻŪąąąśIųąī”ė┌─ŻŪąĄČĄ─ę¬Ū¾
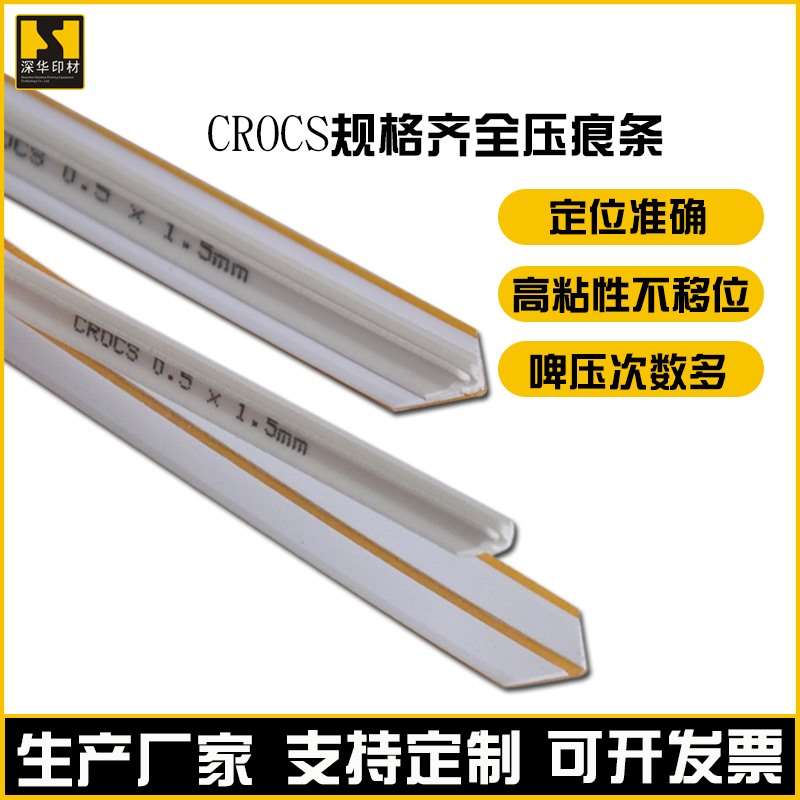
─ŻŪąĄČæ¬ØMūŃęįŽ┬ąį─▄ę¬Ū¾:õō▓─┘|ĄžŠ∙ä“ĪóĄČ╔Ē┼cĄČõhĄ─ė▓Č╚ĮM║Ž▀m«öĪó
ęÄĖ±£╩┤_ĪóĄČõhĮø┤Ń╗╠Ä└ĒĄ╚ĪŻ
ā×┘|Ą──ŻŪąĄČŲõĄČõhė▓Č╚═©│Ż├„’@Ė▀ė┌ĄČ╔Ēė▓Č╚Ż¼
▀@śė╝╚▒Ńė┌│╔ą═Ż¼ėų╠ß╣®┴╦▌^ķLĄ──ŻŪąē█├³ĪŻ
īŻśIĄ──ŻŪąĄČųŲįņ╣½╦Š┐╔ęį╠ß╣®Ė„ĘNĖ▀Č╚Ą──ŻŪąĄČŻ¼
ūŅ│Żė├─ŻŪąĄČŲ¼Ą─Ė▀Č╚×ķ13.80mmĪŻĖ∙ō■─ŻŪąÖC║═▒╗─ŻŪą▓─┴ŽĄ─╠ž³cŻ¼
ęį╝░─ŻŪąą¦╣¹ę¬Ū¾Ż¼Ųõ╦³│Żė├Ą─Ė▀Č╚▀Ćėą23.60mmĪó30mmĪó35mmĪó40mmĪó50mmĄ╚ĪŻ
Ą═ĘÕĄČ╩Ūæ¬ė├ūŅÅVĘ║Ą─ę╗ĘN─ŻŪąĄČŻ¼ļm╚╗ĄČõh║▄ąĪŻ¼┐┤╦Ų▓╗ē“õh└¹ĪŻ
ŲõīŹŻ¼į┌─ŻŪą 450g/m2ęįŽ┬Ą─┐©╝ł╗“ę╗ą®║±Č╚ąĪė┌0.5mmĄ─▓─┴ŽĢrŻ¼
Ą═ĘÕ╩ŪūŅ└ĒŽļĄ─ą╬╩ĮŻ¼ŲõĘĆČ©║±Č╚Ą─ĄČ╚ąų¦ō╬×ķē║┴”Ą─é„╦═ŲĄĮ┴╦║▄║├Ą─ū„ė├ĪŻ
│Żė├Ą═ĘÕĄČĄ─ĮŪČ╚×ķ520Ż¼╩ŪĘŪ│ŻĘĆČ©Ą─╗∙ĄAĮŪČ╚ĪŻ
╚ąĮŪįĮąĪŻ¼Ųõ─ŻŪąūĶ┴”įĮąĪŻ¼ūį╚╗Ė³╝ėõh└¹Īóęūė┌Ūą┤®ĪŻ
Ą½╩ŪŻ¼╚ąĮŪįĮąĪŻ¼▒ŻūCŲõõh└¹║═╚ą┐┌š²┤_Ą─└ŁŽ„╣ż╦ćįĮļyĪŻ
─źųŲ╚ą┐┌Ą─420ĄČŲ¼ųŲįņ╣ż╦ćŽÓī”║åå╬Ż¼─┐Ū░ęčĮøėąČÓ╝ę╣½╦Š┐╔ęį╔·«aŻ¼
Ą½ŲõĄČŲ¼ąį─▄▒╚└ŁŽ„ĘĮ╩ĮųŲū„Ą─ĄČŲ¼ę¬▀d╔½▓╗╔┘ĪŻęį└ŁŽ„ĘĮ╩ĮųŲįņĄ─420ĄČŲ¼Š▀ėąį┌─ŻŪą┐©╝łĢrē█├³ķLĪó┐╔£p╔┘╝łĘ█Ą─’@ų°╠žąį;
Ė▀ĘÕĄČ╩Ū×ķ─ŻŪą║±▓─┴ŽČ°įOėŗĄ─Ż¼Ųõą▐ķLĄ─ĄČõh┐╔ęįśO┤¾Ąž£p╔┘─ŻŪąūĶ┴”Ż¼
£pąĪ─ŻŪąē║┴”Ż¼═¼ĢrĮo║±▓─┴Ž╠ß╣®ę╗éĆ┴╝║├Ą─Ūą▀ģ;
å╬▀ģĄČė├ė┌ķ]║Žą╬▓─┴ŽĄ──ŻŪą╗“š▀ę¬Ū¾Ūą▀ģ╩Ūų▒▀ģĄ─ł÷║Ž;å╬▀ģĖ▀ĘÕĄČė├ė┌─ŻŪą║±▓─┴ŽĪŻ
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«aą¦┬╩Ą─ĻP┬ōąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|┴┐Ą─ā×╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät
- ╠žĘN═┐īė╝łĄ─ĄČ░µÅŚē|▒Ē├µ─▄▀m┼õ
- ═▀└Ń╝ł─ŻŪąųąĄČ░µÅŚē|Ą─┴”īW▀m┼õ
- ĄČ░µÅŚē|Ż║Š½£╩▀xą═æ¬ī”▓╗═¼╝łÅłĄ──ŻŪą╠¶æ
- ĄČ░µÅŚē|Ż║─ŻŪąĒśĢ│┼cŠ½Č╚Ą─ĻPµI╩žūoš▀
- ĄČ░µÅŚē|Ż║─ŻŪąĒśĢ│┼cŲĘ┘|Ą─╩žūoš▀
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩“v’wĄ─ėęĒ
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩╠ß╔²Ą─äė─▄į┤╚¬
- ĄČ░µÅŚē|Ż║ķ_åó─ŻŪąÖCą¦┬╩╠ß╔²ų«ķTĄ─ĶĆ│ū
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩’j╔²Ą──╗║¾╣”│╝
- ─ŻŪąÖCą¦┬╩▄S╔²Ż║ĄČ░µÅŚē|Ą─ĻPµI┘x─▄
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«aą¦┬╩Ą─ĻP┬ōąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|┴┐Ą─ā×╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät
- ē║║█ŠĆęÄĖ±▀xė├╣½╩ĮįöĮŌ
- Ę┤ē║ŠĆ▀xė├ĮķĮB
- Ę└▒¼─zŚl╩╣ė├ĘĮĘ©
- ĄČ─Ż░Õ╔ŽĄ─ĄČ╩Ū╚ń║╬čb╚ļĄ─
- ╩▓├┤╩ŪĄČ░µÅŚē|?
- £\╬÷▌å▐D─zėĪÖCėĪ╦óÅł┴”Ą─š{╣Ø┼c┐žųŲ
- ┐©╝ł─ŻŪąĢr▀xō±ē║║█ŠĆą═╠¢ęÄät
- ėĪ╦ó▓─┴ŽDULEEĘ┤ē║║█ŠĆįö╝Ü
- ─ŻŪąĄČ─Żę¬╚ń║╬▀xė├ē║║█ŠĆ
- ─ŻŪąĄČ│Żė├ęÄĖ±
- ĄČ░µÅŚē|─zŚlŲĄĮ╩▓├┤ū„ė├?
- ─ŻŪą▓╩║ąėąš`▓Ņ╩Ū╩▓├┤įŁę“Ż┐
- EVA┼▌Šd░³čb▓─┴Ž╠žąį
- ┼▌ŠdXPE╩Ū╩▓├┤─žŻ┐
- ─ŻŠ▀▓─┴Ž─ŻŪąĄČęÄĖ±├Ķ╩÷
- ─ŻŪąē║║█╣ż╦ć│ŻęŖ╝╝ągå¢Ņ}
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼FĄ─╣╩šŽŻ┐╚²
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼FĄ─╣╩šŽŻ┐Č■
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼FĄ─╣╩šŽŻ┐ę╗
- ─ŻŪąĄČ─Żę¬╚ń║╬▀xė├ē║║█ŠĆ
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«aą¦┬╩Ą─ĻP┬ōąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|┴┐Ą─ā×╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät

