 English
English


─ŻŪą╝ė╣żųą─ŻŪąĄČŠ▀Ģ■│÷¼F╩▓├┤å¢Ņ}
░l▓╝ĢrķgŻ║10-25 ū„š▀Ż║ąĪ╚A üĒį┤Ż║╔Ņ╚AėĪ▓─ ▓ķ┐┤Ż║ ┤╬
─ŻŪą╝ė╣żųą─ŻŪąĄČŠ▀Ģ■│÷¼F╩▓├┤å¢Ņ}
ĄČ╚ą▓╗Š∙ä“ĪŻ
į┌╔·«aųąŻ¼ĄČŲ¼Č╝ėą║▄Ė▀Ą─╣½▓ŅŻ¼╣½▓ŅĄ─┤¾ąĪ║═╩Ūʱ▒╗┐žųŲį┌╣½▓ŅųąŻ¼

Å─Č°įņ│╔ĄČŲ¼Ą─Ė▀³c▒╗ŪąöÓĪŻ╚¶į┌┤╦ŪķørŽ┬╝ėē║Ż¼
īóī¦ų┬Ė▀³cĄČ╚ąÉ█ōpŻ¼▓╗į┘õh└¹Ż¼Ė▀³c╬╗ų├Ą─ē█├³īó┤¾┤¾ĮĄĄ═ĪŻ
╠žäe╩Ūī”┤¾░µ├µĄ──ŻŪą░µ├µŻ¼▀@ę╗╚▒Ž▌═╗│÷ĪŻ
╚~Ų¼Ą─ų▒ŠĆČ╚Ų½▓Ņ▀^┤¾ĪŻ
╚ń╣¹╚~Ų¼Ą─ų▒ŠĆČ╚╣½▓Ņ▀^┤¾Ż¼ätīŹļHų▒ŠĆČ╚│¼▀^į╩įSųĄŻ¼
«öĄČ╚ąŽ“Ū░═╗│÷Ą─▓┐Ęų▒╗ŪąöÓĢrŻ¼Ųõ╦¹▓┐╬╗Š═▓╗─▄═¼Ģr▀MąąŪąĖŅŻ¼
╝ėē║Š═Ģ■ī¦ų┬ĄČ┐┌ūāŌgĪŻī”ė┌┤¾ą═╚~Ų¼Ż¼▀@ę╗¼FŽ¾ė╚Ųõ├„’@ĪŻ

ĄČŲ¼▓╗═¼╬╗ų├Ą─õJČ╚▓╗═¼ĪŻ
ļm╚╗ĄČŲ¼Ą─Ė▀Č╚║═ų▒ŠĆąįČ╝Ę¹║Žę¬Ū¾Ż¼Ą½╩Ū╚ń╣¹─│ę╗³cĄČ╚ą▓╗ē“õh└¹Ż¼
ę▓Ģ■╩╣įō▓┐ę╗ų▒į┌ŪąĖŅ┤²─ŻŪą▓─┴ŽĪŻ
ÅØŪ·Ą─╩š┐sĪŻ
į┌╩▄┴”ŪķørŽ┬Ż¼Įī┘▓─┴ŽĢ■«a╔·ē║┐s╗“└Ł┴”Ż¼ĄČŲ¼ę▓▓╗└²═ŌŻ¼
ĄČ╠Äė┌ÅØŪ·ĀŅæBĢrŻ¼ā╚é╚╩▄ĄĮöDē║Ż¼¤o╠Ä╔ņš╣Ż¼
įņ│╔═Ōé╚┤¾┴┐Ą─└Ł┴”Ż¼Å─Č°╩╣ÅØĮŪ▓┐╬╗«a╔·ĄČŲ¼īÆČ╚ĘĮŽ“Ą─╩š┐sŻ¼
įņ│╔ĄČŲ¼īÆČ╚ĘĮŽ“Ą─╩š┐sĪŻ
░č╚~Ų¼ā╚é╚ÅØŪ·╠Ä─ź╚ź╔įąĪę╗░ļ║±Ą─▓─┴ŽŻ¼┐╔ęįĮŌøQ▀@éĆå¢Ņ}ĪŻ
ĘÕųĄĄČĄ─╩š┐s┬╩▒╚Ą═ĘÕĄČĄ─╩š┐s┬╩Ą═ĪŻ
╚~Ų¼ėą┼żŪ·/Ų½ą─ĪŻ
ėą┼żäė/Ų½ą─Ą─╚~Ų¼ŲõĖ▀Č╚Ģ■ĮĄĄ═Ż¼ī¦ų┬▓─┴Žį┌─ŻŪą▀^│╠ųą▓╗öÓ▒╗ŪąĖŅĪŻ
─ŻŪą░µ▓─▓╗┤╣ų▒ĪŻ
õÅ┐p▓╗┤╣ų▒Ż¼Ģ■įņ│╔õÅŚlĄ─▓╗┤╣ų▒Ż¼▀@Š═ĮĄĄ═┴╦ĄČŲ¼Ą─īŹļHĖ▀Č╚ĪŻ
─ŻŪąÖCĄ─╔ŽĪóŽ┬ŲĮąąČ╚▓╗ē“ĪŻ
ę“×ķ╔ŽĪóŽ┬ā╔░µ─ŻŪąÖCųŲ▓╗ŲĮąąŻ¼įņ│╔─ŻŪą░µ▓╗═¼╬╗ų├Ą─ē║ć°├ļŠ∙Ż¼
▒╗─ŻŪą▓─┴Ž¤oĘ©Š∙ä“ŪąöÓĪŻĄū▓┐▓╗ŲĮš¹ĪŻ
Ąū░Õ▓╗ŲĮŻ¼Šų▓┐▌^Ą═Ż¼═¼śėĢ■įņ│╔▒╗─ŻŪą▓─┴Ž¤oĘ©ŪąĖŅŻ¼
┐╔ė├¤ß░ÕĘ©ĮŌøQ▀@éĆå¢Ņ}ĪŻīŻķTĄ─õōĶFÅS┐╔ęį╠ß╣®║±Č╚ĘŪ│ŻŠ½┤_Ą─ē|Ų¼ĪŻ
čb┼õ║═š{įćé¹ĄČĪŻ
▒ŠÖCį┌š{įć▀^│╠ųąŻ¼ė╔ė┌Ė„ĘNįŁę“Ż¼┐╔─▄ī¦ų┬ĄČŲ¼Å─ę╗ķ_╩╝Š═▒╗ū▓é¹ĪŻ
║¾╣¹╩ŪļyęįŅA┴ŽĄ─ĪŻ
┤Ņ─_╠Ä║═Įė║Ž╠ÄĄ─å¢Ņ}ĪŻ
▀BĮė╠Ä╠Ä└Ē▓╗ē“╝ÜŻ¼╗“┤Ņ─_/Įė║ŽĄČŲ¼ūāą╬Ż¼ätįō▓┐ĘųĄ─▓─┴Ž╩ŪŪą▓╗öÓĄ──ŻŠ▀ĪŻ
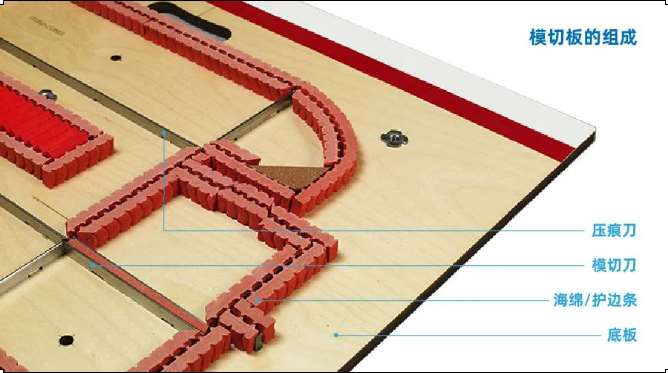
─ŻŪąĄČ
ē║║█Śl
ĄČ░µÅŚē|
čaĄū╝ł
─zŚl
║ŻŠdŚl
čaĄū╝ł
ē║║█─Ż
ē║║█ŠĆ
Ž┬ę╗Ų¬Ż║ĄČ░µÅŚē|ā×┘|«aŲĘę¬▀_ĄĮį§śė╔Žę╗Ų¬Ż║ ĄČ─ŻÅŚē|║ŻŠdŚlš│┘N╝╝Ū╔
ŽÓĻP┘YėŹ
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«aą¦┬╩Ą─ĻP┬ōąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|┴┐Ą─ā×╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät
- ╠žĘN═┐īė╝łĄ─ĄČ░µÅŚē|▒Ē├µ─▄▀m┼õ
- ═▀└Ń╝ł─ŻŪąųąĄČ░µÅŚē|Ą─┴”īW▀m┼õ
- ĄČ░µÅŚē|Ż║Š½£╩▀xą═æ¬ī”▓╗═¼╝łÅłĄ──ŻŪą╠¶æ
- ĄČ░µÅŚē|Ż║─ŻŪąĒśĢ│┼cŠ½Č╚Ą─ĻPµI╩žūoš▀
- ĄČ░µÅŚē|Ż║─ŻŪąĒśĢ│┼cŲĘ┘|Ą─╩žūoš▀
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩“v’wĄ─ėęĒ
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩╠ß╔²Ą─äė─▄į┤╚¬
- ĄČ░µÅŚē|Ż║ķ_åó─ŻŪąÖCą¦┬╩╠ß╔²ų«ķTĄ─ĶĆ│ū
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩’j╔²Ą──╗║¾╣”│╝
- ─ŻŪąÖCą¦┬╩▄S╔²Ż║ĄČ░µÅŚē|Ą─ĻPµI┘x─▄
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«aą¦┬╩Ą─ĻP┬ōąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|┴┐Ą─ā×╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät
- ē║║█ŠĆęÄĖ±▀xė├╣½╩ĮįöĮŌ
- Ę┤ē║ŠĆ▀xė├ĮķĮB
- Ę└▒¼─zŚl╩╣ė├ĘĮĘ©
- ĄČ─Ż░Õ╔ŽĄ─ĄČ╩Ū╚ń║╬čb╚ļĄ─
- ╩▓├┤╩ŪĄČ░µÅŚē|?
- £\╬÷▌å▐D─zėĪÖCėĪ╦óÅł┴”Ą─š{╣Ø┼c┐žųŲ
- ┐©╝ł─ŻŪąĢr▀xō±ē║║█ŠĆą═╠¢ęÄät
- ėĪ╦ó▓─┴ŽDULEEĘ┤ē║║█ŠĆįö╝Ü
- ─ŻŪąĄČ─Żę¬╚ń║╬▀xė├ē║║█ŠĆ
- ─ŻŪąĄČ│Żė├ęÄĖ±
- ĄČ░µÅŚē|─zŚlŲĄĮ╩▓├┤ū„ė├?
- ─ŻŪą▓╩║ąėąš`▓Ņ╩Ū╩▓├┤įŁę“Ż┐
- EVA┼▌Šd░³čb▓─┴Ž╠žąį
- ┼▌ŠdXPE╩Ū╩▓├┤─žŻ┐
- ─ŻŠ▀▓─┴Ž─ŻŪąĄČęÄĖ±├Ķ╩÷
- ─ŻŪąē║║█╣ż╦ć│ŻęŖ╝╝ągå¢Ņ}
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼FĄ─╣╩šŽŻ┐╚²
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼FĄ─╣╩šŽŻ┐Č■
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼FĄ─╣╩šŽŻ┐ę╗
- ─ŻŪąĄČ─Żę¬╚ń║╬▀xė├ē║║█ŠĆ
─·Ą─×gė[Üv╩Ę
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«aą¦┬╩Ą─ĻP┬ōąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|┴┐Ą─ā×╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät

