 English
English


łAē║łA─ŻŪąĄČį§śė▓┼─▄╩╣ė├ķLŠ├
░l(f©Ī)▓╝ĢrķgŻ║11-16 ū„š▀Ż║ąĪ╚A üĒį┤Ż║╔Ņ╚AėĪ▓─ ▓ķ┐┤Ż║ ┤╬
łAē║łA─ŻŪąĄČį§śė▓┼─▄╩╣ė├ķLŠ├
į┌£yįć╠ßĖ▀łAē║łA─ŻŪąĄČ╩╣ė├ē█├³Ą─╣żū„ųąŻ¼╩╝ĮK┤µį┌ų°ę╗éĆŲ┐ŅiŻ¼
╝┤ė╔ė┌ķLĢrķgĦÅUČ°«a(ch©Żn)╔·Ą─“’wĄČĮŪ”Ż¼╩╣ĄČŲ¼ķgŽČ▀^ķLŻ¼
╩╣ĄČŲ¼ķgŽČ▓╗öÓ£pąĪŻ¼Å─Č°╩╣ĄČŲ¼Ą─š¹¾wąį─▄Ž┬ĮĄĪŻ

äō(chu©żng)ą┬Š½╝ė╣ż╣ż╦ć▌oų·╣żŠ▀╩╣ė├ėą└¹ė┌ĮŌøQå¢Ņ}ĪŻ
═©▀^Ęų╬÷░l(f©Ī)¼F(xi©żn)Ż¼Ųõų„ę¬įŁę“╩ŪöĄ(sh©┤)┐žÖC┤▓į┌╝ė╣ż▀^│╠ųą▓╗─▄ų▒Įėī”╝ŌĮŪ▓┐╬╗▀Mąąī¦łAŻ¼
Įø(j©®ng)ā×(y©Łu)╗»Ė─╔Ų▌oŠ▀Ż¼ųŲū„ÜŌäė╣żŠ▀Ż¼ŖAŠoīŻė├ĮŪĄČĪŻ
╩ųōuĄČ螥Č╚ąīóČÓéĆ╝ŌĮŪ▓┐╬╗Ą─ÅUŲĘė├╩ųńP╚źŻ¼
ÜŌäėĄČŅ^═©▀^ĄČŅ^ą²▐D(zhu©Żn)īóČÓéĆ╝ŌĮŪ▓┐ĘųÅU┴Ž╚ź│²ĪŻ
Įø(j©®ng)┼c╔Žė╬║Žū„å╬╬╗Īó╔·«a(ch©Żn)▄ćķg╝╝ąg╚╦åT╣▓═¼╠Įėæ蹊┐║¾Ż¼
└¹ė├╔Ž╩÷╣ż╦ć║═╝╝ągĖ─▀MŻ¼ųŲū„│÷ę╗╠ūą┬Ą─╚½╠ūĄČŠ▀Ż¼▓óīŹĢr╩š╝»╔·«a(ch©Żn)ą┼ŽóŻ║
╔ŽĪóŽ┬▌üķgķgŽČįOČ©×ķ0.03mmŻ¼─ŻŪąē║┴”×ķ1100barŻ¼
ūŅĮK─ŻŪąē║┴”×ķ1500barŻ¼▌üšĒ└õģs’Lē║┴”×ķ0.4barŻ¼ĄČŲ¼Ė▀Č╚▓Ņ┐žųŲį┌0.002mmęįā╚(n©©i)ĪŻ
ć└Ė±┐žųŲ╔·«a(ch©Żn)▀^│╠ųąĄ──ŻŪąē║┴”ĪŻ
─ŻŪąĄČ╝ėē║ĢrŻ¼æ¬┐žųŲį÷╝ė┴┐×ķ0.004mm/minŻ¼▒M┐╔─▄▒ŻūCš¹╠ūĄČŠ▀Ė„³cē║┴”ę╗ų┬ĪŻ
Įø(j©®ng)▀^Į³3éĆį┬Ą─╔·«a(ch©Żn)▀^│╠Ė·█ÖŻ¼“×ūCĮY(ji©”)╣¹▒Ē├„Ż¼
─ŻŪąĄČį┌«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐║═╝╝ągś╦£╩ę¬Ū¾Ą─Ū░╠ߎ┬Ż¼
─ŻŪąĄČĄ─╩╣ė├ē█├³ęč═╗ŲŲ╬Õ░┘╚f▐D(zhu©Żn)Ż¼łAē║łA─ŻŪąĄČĮø(j©®ng)▀^Ė─┴╝▒╚š²│ŻĄ─╩╣ė├ĢrķgķL┴╦ę╗▒ČĪŻ
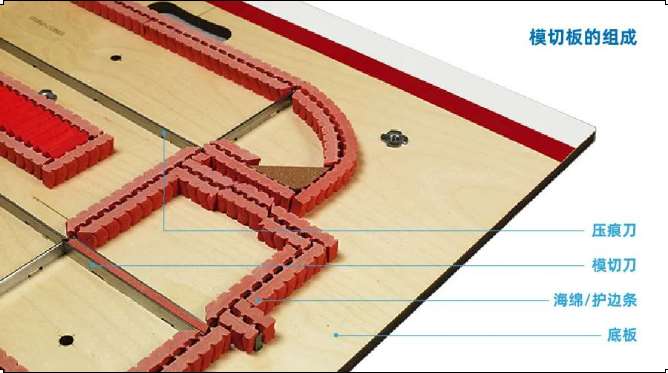
─ŻŪąĄČ
ē║║█Śl
ĄČ░µÅŚē|
čaĄū╝ł
─zŚl
║ŻŠdŚl
čaĄū╝ł
ē║║█─Ż
ē║║█ŠĆ
Ž┬ę╗Ų¬Ż║ ─ŻŪąĄČį┌ĄČ─Ż╔ŽŲĄĮĻPµIĄ─ū„ė├╔Žę╗Ų¬Ż║ ╚ń║╬ūī─ŻŪąĄČĄ─ē█├³╠ßĖ▀
ŽÓĻP┘YėŹ
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«a(ch©Żn)ą¦┬╩Ą─ĻP┬ō(li©ón)ąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|(zh©¼)┴┐Ą─ā×(y©Łu)╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×(y©Łu)╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät
- ╠žĘN═┐īė╝łĄ─ĄČ░µÅŚē|▒Ē├µ─▄▀m┼õ
- ═▀└Ń╝ł─ŻŪąųąĄČ░µÅŚē|Ą─┴”īW▀m┼õ
- ĄČ░µÅŚē|Ż║Š½£╩▀xą═æ¬ī”▓╗═¼╝łÅłĄ──ŻŪą╠¶æ(zh©żn)
- ĄČ░µÅŚē|Ż║─ŻŪąĒśĢ│┼cŠ½Č╚Ą─ĻPµI╩žūoš▀
- ĄČ░µÅŚē|Ż║─ŻŪąĒśĢ│┼cŲĘ┘|(zh©¼)Ą─╩žūoš▀
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩“v’wĄ─ėęĒ
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩╠ß╔²Ą─äė─▄į┤╚¬
- ĄČ░µÅŚē|Ż║ķ_åó─ŻŪąÖCą¦┬╩╠ß╔²ų«ķTĄ─ĶĆ│ū
- ĄČ░µÅŚē|Ż║─ŻŪąÖCą¦┬╩’j╔²Ą──╗║¾╣”│╝
- ─ŻŪąÖCą¦┬╩▄S╔²Ż║ĄČ░µÅŚē|Ą─ĻPµI┘x─▄
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«a(ch©Żn)ą¦┬╩Ą─ĻP┬ō(li©ón)ąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|(zh©¼)┴┐Ą─ā×(y©Łu)╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×(y©Łu)╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät
- ē║║█ŠĆęÄ(gu©®)Ė±▀xė├╣½╩ĮįöĮŌ
- Ę┤ē║ŠĆ▀xė├ĮķĮB
- Ę└▒¼─zŚl╩╣ė├ĘĮĘ©
- ĄČ─Ż░Õ╔ŽĄ─ĄČ╩Ū╚ń║╬čb╚ļĄ─
- ╩▓├┤╩ŪĄČ░µÅŚē|?
- £\╬÷▌å▐D(zhu©Żn)─zėĪÖCėĪ╦óÅł┴”Ą─š{(di©żo)╣Ø(ji©”)┼c┐žųŲ
- ┐©╝ł─ŻŪąĢr▀xō±ē║║█ŠĆą═╠¢ęÄ(gu©®)ät
- ėĪ╦ó▓─┴ŽDULEEĘ┤ē║║█ŠĆįö╝Ü
- ─ŻŪąĄČ─Żę¬╚ń║╬▀xė├ē║║█ŠĆ
- ─ŻŪąĄČ│Żė├ęÄ(gu©®)Ė±
- ĄČ░µÅŚē|─zŚlŲĄĮ╩▓├┤ū„ė├?
- ─ŻŪą▓╩║ąėąš`▓Ņ╩Ū╩▓├┤įŁę“Ż┐
- EVA┼▌Šd░³čb▓─┴Ž╠žąį
- ┼▌ŠdXPE╩Ū╩▓├┤─žŻ┐
- ─ŻŠ▀▓─┴Ž─ŻŪąĄČęÄ(gu©®)Ė±├Ķ╩÷
- ─ŻŪąē║║█╣ż╦ć│ŻęŖ╝╝ągå¢Ņ}
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼F(xi©żn)Ą─╣╩šŽŻ┐╚²
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼F(xi©żn)Ą─╣╩šŽŻ┐Č■
- ╚ń║╬╠Ä└Ē─ŻŪąē║║█╝ė╣żųąĄ─│÷¼F(xi©żn)Ą─╣╩šŽŻ┐ę╗
- ─ŻŪąĄČ─Żę¬╚ń║╬▀xė├ē║║█ŠĆ
─·Ą─×gė[Üv╩Ę
- ĄČ░µÅŚē|Ż║─ŻŪą╣ż╦ćĄ─Ą├┴”ų·╩ų
- ĄČ░µÅŚē|Ą─▀xą═┼c─ŻŪąå¢Ņ}ŅAĘ└
- ĄČ░µÅŚē|į┌─ŻŪą╣ż╦ćųąĄ─ųžę¬ąį
- ĄČ░µÅŚē|┼c╔·«a(ch©Żn)ą¦┬╩Ą─ĻP┬ō(li©ón)ąį
- ĄČ░µÅŚē|ī”─ŻŪą┘|(zh©¼)┴┐Ą─ā×(y©Łu)╗»ū„ė├
- «Éą╬ĄČŠĆ▓╝ŠųųąĄ─ĄČ░µÅŚē|═žōõā×(y©Łu)╗»
- į┘╔·╝ł─ŻŪąĄ─ĄČ░µÅŚē|┐╣╬█▓▀┬į
- ČÓīėÅ═║Ž▓─┴ŽĄ─ĄČ░µÅŚē|īėē║╣▄└Ē
- ▒Īą═╝łÅł─ŻŪąųąĄČ░µÅŚē|Ą─▌p╚ß┐žųŲ
- Ė▀┐╦ųž┐©╝ł─ŻŪąĄ─ĄČ░µÅŚē|ė▓Č╚Ę©ät

